SMAW, joka tunnetaan myös nimellä elektrodikaarihitsaus, on sulahitsausmenetelmä, jossa valokaari indusoidaan elektrodilla ja hitsausosat sulatetaan kaaren lämmön vaikutuksesta.Se on tällä hetkellä yleisimmin käytetty ja yleisin hitsausmenetelmä.

Valokaari on ilman johtumisilmiö.Hitsauskaari on voimakas ja jatkuva purkausilmiö, joka syntyy kaasuväliaineessa elektrodin ja työkappaleen välillä.Hitsausprosessin aikana elektrodi ja hitsaus yhdistetään vastaavasti hitsausvirtalähteen kahteen elektrodiin.Kun elektrodin hitsausydin koskettaa hitsin pintaa, piiri kytkeytyy päälle ja samalla syntyy suuri oikosulkuvirta.Koska koskettimessa on tietty vastus, Q=I2Rt:n mukaan siellä syntyy suuri määrä lämpöä ja lämpö kuumenee nopeasti ja sulattaa koskettimen.Kun elektrodia nostetaan 2–4 mm, elektrodin ja hitsauksen välinen kaasuväliaine ionisoituu, jolloin syntyy johtavia elektroneja ja positiivisia ioneja.Sähkökentän vaikutuksesta elektronit siirtyvät anodille ja positiiviset ionit katodille.Ne törmäävät ja yhdistyvät jatkuvasti muuttaen kineettistä energiaa lämpöenergiaksi, jolloin syntyy voimakasta valoa ja korkeaa lämpöä ja muodostuu kaari elektrodin pään ja hitsauksen väliin.
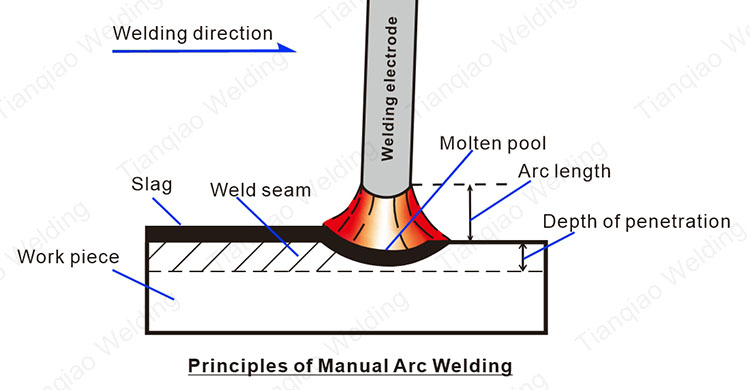
Valokaari sulattaa samanaikaisesti elektrodin pään ja vastaavan hitsauksen.Hitsausmetalli sulaa muodostaen sulan altaan, ja elektrodimetalli sulaa muodostaen pisaran.Sulat pisarat pääsevät sulaan altaaseen painovoiman ja kaaren puhallusvoiman vaikutuksesta, sulautuvat hitsausmetallin kanssa ja muodostavat hitsin jähmettymisen jälkeen.Hitsausprosessin aikana pinnoite sulaa muodostaen kuonaa ja muodostuu suuri määrä kaasua, joka suojaa ja käsittelee metallurgisesti sulaa allasmetallia.
Hitsauskaari koostuu kolmesta osasta: katodialue, anodialue ja kaaripylvään alue.Katodialue emittoi elektroneja ja lämpötila on alhainen, noin 2400 K;anodialue hyväksyy elektronit ja lämpötila on korkea, noin 2600 K;kaaripilarin alueen keskilämpötila on korkein, noin 6000-8000K.

Käytettäessä DC-kaarihitsauksen virtalähdettä (kuten kaarihitsaussuuntaajaa) hitsaukseen on kaksi liitäntätapaa: positiivinen kytkentä ja käänteinen kytkentä.Positiivinen kytkentä on kytkentätapa, jossa elektrodi liitetään negatiiviseen elektrodiin ja työkappale liitetään positiiviseen elektrodiin.Koska positiivinen elektrodi vastaanottaa elektroneja ja tuottaa enemmän lämpöä, hitsaus on helppo läpäistä, joten tätä liitäntämenetelmää käytetään usein paksumpien työkappaleiden hitsaukseen.Käänteinen kytkentä on kytkentätapa, jossa elektrodi liitetään positiiviseen elektrodiin ja työkappale liitetään negatiiviseen elektrodiin.Koska negatiivisen elektrodin emittoimien elektronien tuottama lämpö on pienempi, hitsaus ei ole helppo polttaa läpi, joten tätä liitäntämenetelmää käytetään usein ohuiden työkappaleiden hitsaukseen.
Hitsauskaaren tuottama lämpö on verrannollinen kaarijännitteen ja hitsausvirran tuloon (eli Q=IUt).Yleensä hitsauksen ja elektrodin välistä jännitettä, kun kaari palaa vakaasti, kutsutaan kaarijännitteeksi, ja kaarijännite on yleensä välillä 20-35 V.Koska valokaaren jännite muuttuu vähän, kaaren lämpöä säädetään pääasiassa hitsausvirtaa säätämällä tuotannossa.
elektrodit, elektrodit, hitsaus, hitsauselektrodi, hitsauselektrodit, hitsaustanko, hitsauspuikko, hitsauspuikko hinta, elektrodihitsaus, hitsaustangon tehdashinta, hitsauspuikko, puikkohitsaus, hitsauspuikko, posliinihitsauspuikko, puikkopuikko, hitsauskulutustarvikkeet, hitsaus kulutustarvikkeet,Kiina-elektrodi,hitsauselektrodit Kiina,hiiliteräshitsauselektrodit,hiiliteräshitsauselektrodit,hitsauselektroditehdas,Kiinan tehtaan hitsauselektrodi,Kiinalainen hitsauselektrodi,Kiinan hitsaustanko,hitsaustangon hinta,hitsaustarvikkeet,tukkuhitsaustarvikkeet,globaalit hitsaustarvikkeet ,kaarihitsaustarvikkeet,hitsausmateriaalin syöttö,kaarihitsaus,teräksenhitsaus,helppokaarihitsauselektrodi,kaarihitsauselektrodi,kaarihitsauselektrodit,pystyhitsauselektrodi,hitsauselektrodien hinta,halpa hitsauselektrodi,happohitsauselektrodit,alkalihitsauselektrodi, hitsauselektrodi,kiinahitsauselektrodit,tehdaselektrodi,pienikokoiset hitsauselektrodit,hitsausmateriaalit,hitsausmateriaalit,hitsauspuikkomateriaalit,hitsauspuikkoteline,nikkelihitsaussauva,j38.12 e6013,hitsauspuikko e7018-1,hitsauspuikko,hitsauspuikko Hitsauspuikko 0 hitsauselektrodi, hitsauspuikko Hitsauspuikko myynti e6010, tukkumyynti e6011, tukku e6013, tukkumyynti e7018, paras hitsauselektrodi, paras hitsauselektrodi J421, ruostumattomasta teräksestä valmistettu hitsauselektrodi, ruostumattomasta teräksestä valmistettu hitsauspuikko, ruostumattomasta teräksestä valmistettu elektrodi, SS-hitsauselektrodi, sauvahitsauspuikko e307, hitsauspuikko, 3 hitsauselektrodi 0931 2 hitsauselektrodi ,e316l 16 hitsauselektrodia,valurautahitsauselektrodi,aws Eni-Ci,aws Enife-Ci,pintahitsaus,kovapintainen hitsaustanko,kovapintahitsaus,kovapintainen hitsaus, hitsaus, hitsaus,vautid-hitsaus,jyrsihitsaus,jyrsihitsaus,bohler-hitsaus hitsaus, atlanttihitsaus, hitsaus, juoksutejauhe, hitsausvirtaus, hitsausjauhe, hitsauselektrodin virtausmateriaali, hitsauselektrodivirtaus, hitsauselektrodimateriaali, volframielektrodi, volframielektrodit, hitsauslanka, argonkaarihitsaus, mig-hitsaus, tig-hitsaus, kaasukaari hitsaus, kaasumetallikaarihitsaus, sähköhitsaus, sähkökaarihitsaus, kaarihitsaussauvat, hiilikaarihitsaus, e6013-hitsaustankojen käyttötarkoitukset, hitsauselektrodityypit, virtaussydänhitsaus, elektrodityypit hitsauksessa, hitsaussyöttö, hitsausmetalli, metalli hitsaus, suojattujen metallien kaarihitsaus, alumiinin hitsaus, alumiinin hitsaus mig:llä, alumiinin mig-hitsaus, putkien hitsaus, hitsaustyypit, hitsaustankojen tyypit, kaikentyyppiset hitsaustyypit, hitsaustankojen tyypit, 6013 hitsaustankojen ampeerimäärä, hitsaustankojen elektrodit, hitsauselektrodi spesifikaatio ,hitsauspuikkoluokitus ,hitsauselektrodi alumiini ,hitsauselektrodin halkaisija,hitsausteräksen hitsaus,ruostumattoman teräksen hitsaus,e6011-hitsaustankojen käyttötarkoitukset,hitsauspuikkojen koot,hitsauspuikkojen hinta,hitsauselektrodien koko,aws e6013,aws e7018,aws er70s ruostumattoman teräksen hitsauslanka, ruostumattoman teräksen mig-hitsauslanka, tig-hitsauslanka, matalan lämpötilan hitsaustanko, 6011 hitsaustanko, 4043 hitsaustanko, valurautahitsaustanko, länsimainen hitsausakatemia, sanrico-hitsaussauvat, alumiinin hitsaus, alumiinin hitsaussauva tuotteet, hitsaustekniikka, hitsaustehdas
Postitusaika: 30.12.2022